チタンの酸洗いとは?目的、工程、水素脆化のリスクと対策まで専門家が徹底解説
チタンはその卓越した耐食性、軽量性、そして高い比強度から、航空宇宙産業や化学プラント、医療機器など幅広い分野で採用されています。しかし、非常に優れた金属であるチタンも、溶接や熱処理といった高温環境下では表面に強固な酸化層が形成され、本来の特性が損なわれてしまうことがあります。こうした失われた性能を化学的な手法で回復させ、製品の寿命を延ばすために不可欠な表面処理が「酸洗い」です。この記事では、酸洗いの専門家として、チタンにおける酸洗いの基本原理から具体的な方法、そしてチタン特有の技術的課題である水素脆化への対策まで、詳しく解説します。
1.チタンの酸洗いとは?
酸洗いとは、文字通り「酸」の化学反応を利用して、金属表面に生成された酸化スケールや錆、不純物などを化学的に溶解・除去する表面処理技術を指します。
酸洗の一般的な解説は下記の記事で行っておりますので、合わせて確認ください。
>>【動画解説】酸洗いとは?酸洗いの方法、メリット・デメリットについて徹底解説!
チタンの酸洗いの場合、一般的には硝酸とフッ化水素酸を混合した「硝フッ酸」を使用します 。
フッ化水素酸:チタン表面の強固な酸化膜を溶解・除去します 。
硝酸:表面を酸化させることで、水素の吸収を抑えつつ、処理面を美しく整えます 。
物理研磨とは異なり、化学反応によって複雑な形状の細部まで均一に清浄化できるのが最大の特徴です。
2.チタン特有の「二面性」:強固な耐性と急激な反応
チタンの酸洗いが難しいとされる理由は、その独特の反応挙動にあります。
① 鉄やアルミとは違う「酸への強さ」
鉄やアルミニウムと比較し、チタンは酸に対して非常に高い耐食性を持ちます。そのため、加工や溶接によって生じた焼け(酸化スケール)は非常に強固で、薬液に長時間浸漬させなければ落ちにくいという特徴があります。
② 反応し始めると一気に進む「豹変」
チタンの酸洗いで最も神経を使うのが、反応スピードが急激に変わる瞬間です。 液に浸けても無反応の状態が続いていたかと思えば、ある一点を超えた瞬間に一気に「すすむ状態」へと切り替わります。この変化を見逃すと、過剰に母材を溶かしてしまう「過酸洗」に繋がるため、職人は片時も目を離さず、反応の兆候を捉え続けます 。
3.チタンに酸洗いが必要な3つの目的
チタンに酸洗いが必要とされる最大の理由は、表面の健全性を維持し、チタン本来の耐食性を最大限に引き出すことにあります。具体的な目的は以下の3点に集約されます。
- 酸化スケールや溶接焼けの除去
チタンを溶接したり熱処理を加えたりすると、その熱影響を受けた部分は酸素と反応し、虹色や黒色に変色した「酸化スケール(テンパーカラー)」が発生します。このスケール層の下部では耐食性のバランスが崩れていることが多く、放置するとそこから腐食が進行するリスクがあるため、酸洗いによってこれらを完全に除去する必要があります。
- チタン特有の「アルファケース(αケース)」の除去
チタンが高温で酸素を吸収すると、表面にごく薄く、非常に硬くて脆い変質層が形成されます。これが残存していると、製品に負荷がかかった際に割れや疲労破壊の原因となるため、化学的な溶解によって除去することが品質管理上極めて重要です。
- 表面の清浄化と意匠性の向上
加工工程で付着した微細な鉄粉や油分などの汚染物質を除去することで、チタン表面に緻密で安定した「不動態皮膜」が再形成されるのを助けます。これにより、見た目が美しく整うだけでなく、過酷な環境下でも錆びにくい本来の性能が回復します。
4.チタン酸洗いの具体的な手法と工程
チタンの酸洗いは強力な化学薬品を使用するため、適切な工程管理と安全対策が前提となります。
基本的な工程は、まず表面の油脂や異物を取り除く「前処理(脱脂)」から始まります。油分が残っていると酸の反応が妨げられ、ムラや未処理の原因となるためです。次に、製品を硝フッ酸の槽に浸す「酸洗処理」を行います。処理後は、薬品が表面に残らないよう大量の水で洗浄し、中和処理を徹底します。最後に、目視や経験に基づいたプロの視点で、ムラや変色がないか、仕上がりが均一であるかを確認します。
処理手法には、製品のサイズや形状に応じていくつかの種類があります。
- 浸漬法(どぶ漬け法):製品全体を酸洗槽に沈める方法で、配管の内面や複雑な形状の部品でも均一に処理できるメリットがあります。
- 塗布法・スプレー法:槽に入らない大型構造物や、溶接箇所のみを部分的に処理したい場合に用いられます。ジェル状の薬剤をハケで塗ったり、専用の装置で吹き付けたりすることで、現地での作業も可能になります。
5.チタン酸洗いで最も注意すべき「水素脆化」とトラブル対策
チタンの酸洗いにおいて、ステンレスの処理以上に注意を払わなければならないのが「水素脆化(すいそぜいか)」です。
酸洗いの化学反応中には水素が発生しますが、チタンはこの水素を吸収しやすい性質を持っています。内部に水素が入り込みすぎると、材料が突然脆くなって割れる「水素脆化」を引き起こします。これを防ぐためには、硝酸とフッ化水素酸の濃度バランスを厳密に管理し、水素の発生を抑えながら迅速に処理を終える高度なノウハウが求められます。
6.当社酸洗い事例
1.SUSボックス中古品 吹き付け酸洗い

こちらはSUSボックス中古品を吹き付け酸洗いした事例です。本製品はサイズは大きくなく浸漬にて処理が可能でしたが、中古品の為錆びの度合いが箇所により違いがあり、吹き付けで酸洗いを行いました。吹き付けの酸洗いでも写真ように綺麗に錆びを落とすことができます。
また、本製品はボックス形状ではございましたが、内部まで綺麗に酸洗いをしております。
この製品の酸洗いのポイントは、錆びの進行度合いが箇所によって違いが見られたため、様子を見ながら何度も吹付け酸洗いをいたしました。酸洗いの途中でもこまめに確認をすることで製品が傷むことなく仕上げることが可能となっております。
2.SUS除塵機用スクリーン 吹き付け酸洗い
こちらはステンレス製除塵機用スクリーンです。処理は構造上吹き付け酸洗いを選択しました。
各部材がボルトで締固められいる構造の為、ボルトと部材の間にカラー(スリーブ)が入っており薬品液の排出が難しいと判断をし、吹き付け酸洗いの選択を致しました。細かい隙間が多い構造の為薬品の残りがない様しっかり洗浄を行いました。洗浄後は酸シミが発生したため当社の商品ステンリムーバーでシミの除去を行いました。
3.SUS除塵機用スクリーン 吹き付け酸洗い

こちらはステンレス製箱型タンクです。サイズは3600×2900×H2100です。
処理は吹付け酸洗いを施しました。内部の構造が仕切りがあり狭所となっおり、吹付け時は、死角があるため全面に均一にムラなく噴霧するのが苦労しました。また、洗浄時には洗浄液を排出するドレンがなく汲み取りを行いながらの洗浄を致しました。
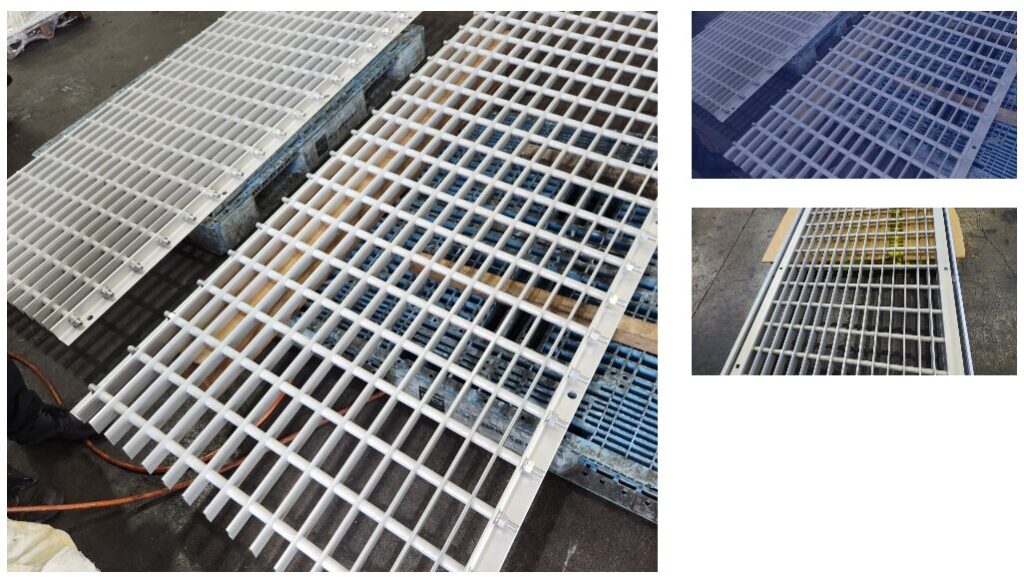
4.SUS水門用扉体 吹き付け酸洗い

こちらはステンレス製扉体の事例です。サイズは3820×2600重量1.6tとなっています。サイズが大きいため吹き付け酸洗い処理をいたしました。今回の製品は溶接作業時に使用するスパッタ防止剤がたくさん塗られていました。その除去に脱脂槽ではサイズが足りない為、全て手作業で除去いたしました。
酸洗いのことなら当社にお任せください!
国内最大級となる13mの大型酸洗槽を保有しており、他社では難しい長尺のステンレス製品の酸洗いにも対応可能です。製品全体を浸漬させる方法だけでなく、噴霧式による酸洗いも可能なため、製品の形状や状態に合わせた最適な方法で処理を行います。これにより、大型製品の品質向上と耐久性強化に貢献します。、ぜひ一度、酸洗いのプロフェッショナルである当社にご相談ください。お客様の製品価値を最大化する、最適なソリューションをご提案いたします。