鉄の酸洗い(黒皮・錆除去)における最適プロセスとは?材質保護と次工程を見据えた技術解説
鉄鋼材料の加工プロセスにおいて、不可避的に発生する「錆」および「黒皮(ミルスケール)」の管理は、製品の品質を決定づける最重要課題の一つです。これらを不適切に放置、あるいは不十分な処理のまま次工程へ移行させることは、製品寿命の著しい短縮を招くだけでなく、塗装の剥離や溶接欠陥といった致命的な不具合を誘発するリスクを孕んでいます。
光伸産業では、鉄の酸洗いを単なる「表面の汚れ落とし」という表層的な作業とは捉えていません。その鉄材がどのような保管環境を経て、どのような「履歴」を刻んできたのかを解析し、同時に「塗装」や「溶接」といった次の工程で求められる「未来」の品質を担保する。いわば、製品の履歴と未来を繋ぐ高度な「表面診断技術」として、プロフェッショナルな視点から鉄の酸洗いを遂行しております。
1. 鉄の酸洗いとは
鉄の酸洗いとは、主に塩酸や硫酸といった強酸性溶液を用い、鋼材表面に固着した酸化物、すなわち黒皮や赤錆を化学反応によって剥離・溶解させる工程を指します。
この手法が物理的なブラスト処理(ショットブラスト等)と決定的に異なる点は、母材に対する物理的衝撃を抑え、精密な寸法精度を維持したまま処理が可能であるという点です。
また、浸漬法を用いることで、ブラストの投射材が届かない入り組んだ構造や配管内部の隅々に至るまで、均一に「真の素地」を露出させることができます。これは、機能性と美観の両立が求められる産業機器において、極めて優位性の高い表面処理技術と言えます。
2. 鉄特有の汚染物質
鉄の表面に付着した汚染物質は、その素材が製造・流通・保管の過程でどのような環境に晒されてきたかを示す「症状」です。
黒皮(ミルスケール): 熱間圧延時に生成される硬く脆い酸化層。剥離しやすく、塗装剥がれの原因となります。
赤錆(酸化鉄): 保管環境の湿度や塩分による腐食の兆候。
加工油・防錆油: 前工程の残渣。これが残留すると酸の反応を阻害し、ムラの原因となります。
3.鉄の酸洗いにおけるよくある問題
鉄の酸洗いは、一歩間違えれば製品を破壊しかねないリスクを内包しています。プロフェッショナルとしての介在価値は、これらのリスクを完全に制御・予見することにあります。
代表的なリスクである過酸洗(オーバーピックリング)は、必要以上に酸が母材を侵食することで表面が多孔質化し、寸法精度を失うばかりか、美観を著しく損なう現象です。
また、酸との反応過程で発生した水素原子が金属結晶の隙間に侵入する水素脆化(すいそぜいか)は、特に高張力鋼において製品の機械的強度を内部から破壊する恐れがあるため、処理時間の厳密な秒単位での管理が不可欠となります。
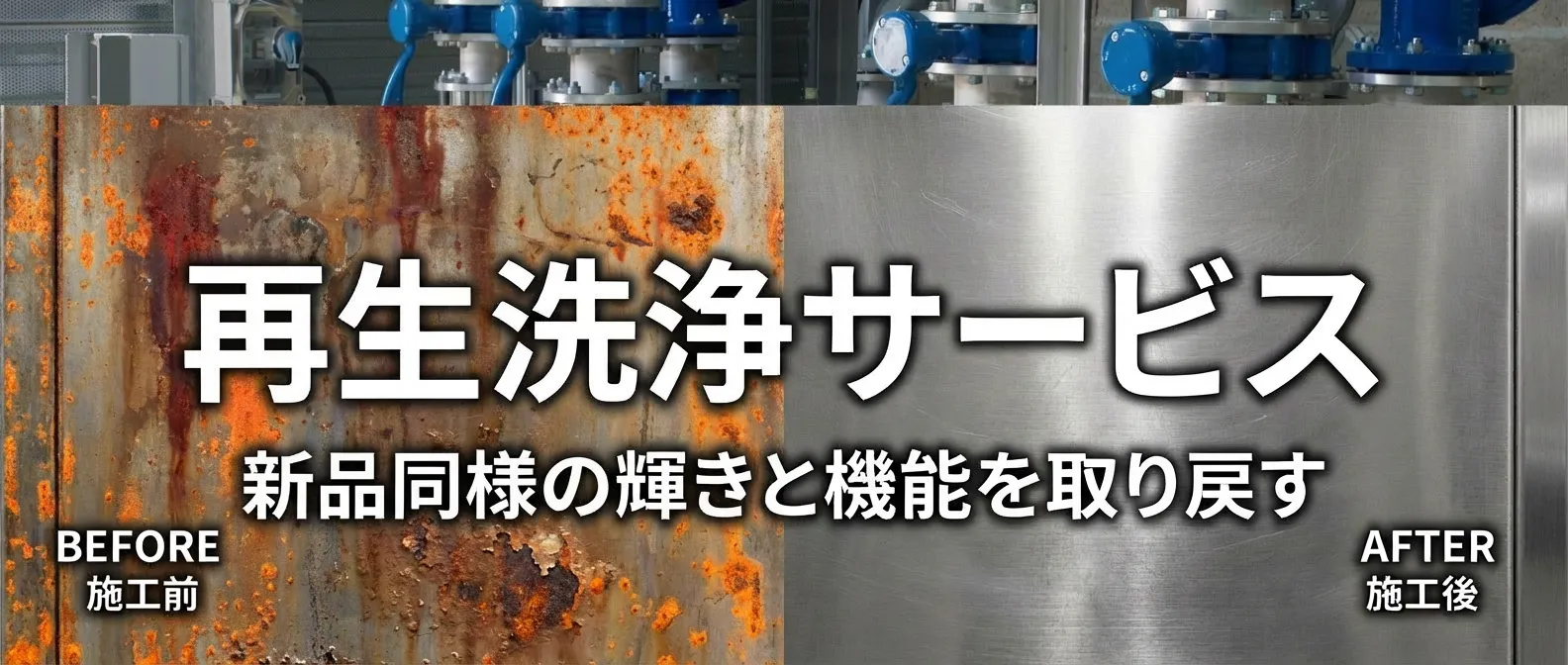
さらに、酸洗い直後の活性化した表面は、大気中の酸素と極めて反応しやすい「無防備な状態」にあります。これを放置すれば、瞬時に二次発錆(フラッシュラスト)が始まります。洗浄後のリンスから乾燥、そして一時防錆処理に至る一連の工程をいかに迅速、かつ緻密に行うか。このスピード感とプロセス設計の精度こそが、最終的な品質を左右する技術の分水嶺となります。
鉄の酸洗いのことなら当社にお任せください!
国内最大級となる13mの大型酸洗槽を保有しており、他社では難しい長尺のステンレス製品の酸洗いにも対応可能です。製品全体を浸漬させる方法だけでなく、噴霧式による酸洗いも可能なため、製品の形状や状態に合わせた最適な方法で処理を行います。これにより、大型製品の品質向上と耐久性強化に貢献します。、ぜひ一度、酸洗いのプロフェッショナルである当社にご相談ください。お客様の製品価値を最大化する、最適なソリューションをご提案いたします。